How to cut the thread on the pipe?

To connect parts in systems of different types often used cutting or thread. It provides reliability and durability of structures. Fasteners with thread are universal, because with their help you can easily mount and dismantle the pipes of various systems.

Special features
The thread was invented two centuries ago: then a screw-screw machine first appeared in Britain. Inventor G. Maudsley discovered a method of applying an accurate thread and invented a device for measuring it (micrometer) with an accuracy of 0.0001 inch.

At about the same time, mechanical engineer D. Whitworth created the first screw thread profile and proposed a system of its standards. Since then, the invention bears his name - Whitworth's carving. She formed the basis for all sorts of national standards.

No one remembers the exact date of the appearance of the thread, however, the date of its use can be considered the beginning of industrial production.
The main feature of threading is that the tool for its implementation must be made of a material of greater hardness than the cut element, and for the manufacture of this tool, in turn, structures with even harder elements in composition should be used.
Nowadays pipe threading options are countless. It is only important to choose the one that is needed. A good result is guaranteed if quality materials and tools are used in carrying out the work, instructions are followed, as well as cutting technology. When cutting threads, it is best to use a quality tool, as a cheap option is unlikely to work for a long time.

Now most piping systems are made of plastic. It is often necessary to fasten structures using connecting elements made of plastic and metal. In the domestic sphere, such fasteners are a fairly frequent solution, they are called combined.In modern communications systems traditionally use one of the types of plastic or metal pipes. However, in some cases it is advisable to use exactly the combined structure.


For the installation of systems when combining elements of HDPE and metal, several methods of connection are used, including threaded and flanged threads.
Pipes with a diameter of up to 40 mm are joined in a threaded manner. Flange connections are used for pipes of larger diameter, where it is impossible to tighten the cut.
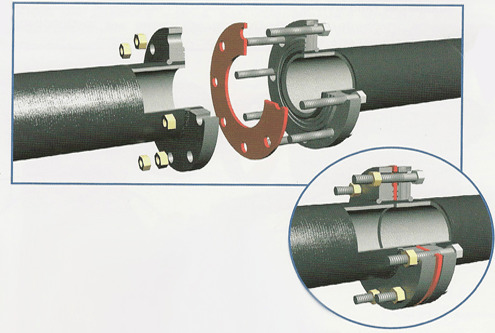
Connection of a polypropylene pipe with a metal pipe is carried out using fittings, which are specially created for this purpose. They are compounds, one side of which is threaded to the metal, and the other - a plastic sleeve. Multiple combination joints are made with special complex fittings.

Instruments
For the implementation of the work you need to prepare all the necessary tools and devices for cutting. In each case, the pipe threaded set will vary in composition, but for manual use it consists of dies, a screw die and a ratchet holder.The kit also includes a pipe cutter, a gas wrench, a file, a hacksaw, a grinder, lubricants and other tools. For those who do not want to work in the old manner by the classical method, there is an alternative - a power tool.




The main requirements are imposed on the quality of the tool used and preparation for work.
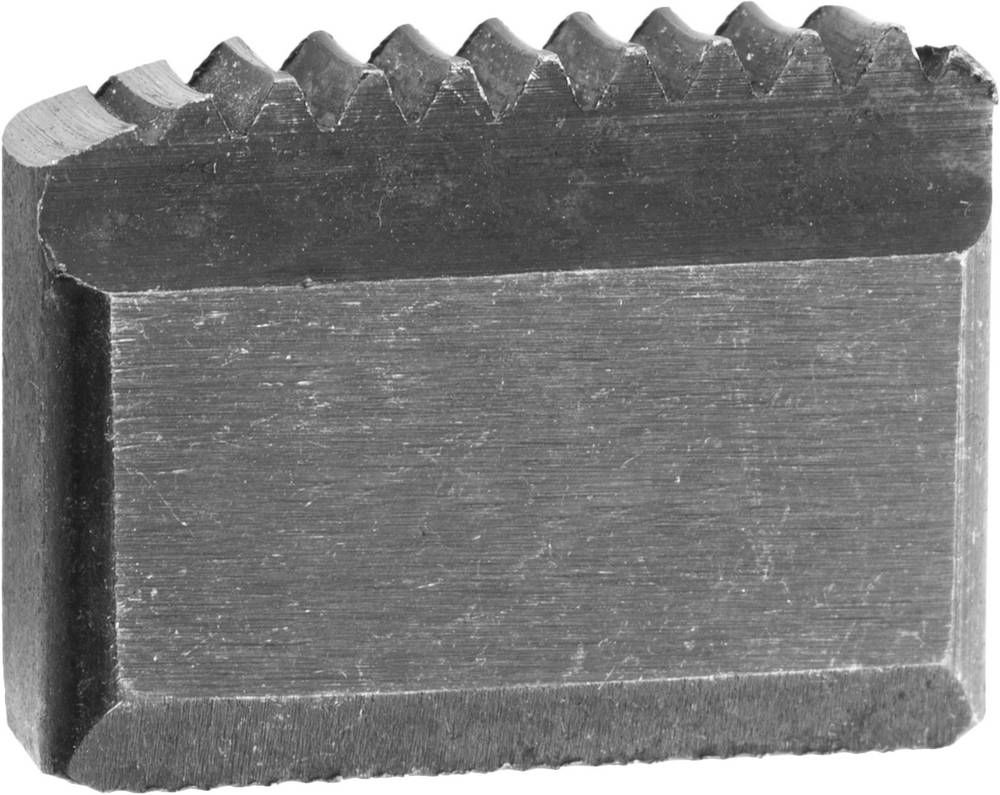
The cutting itself is carried out using dies. Some are cut on one side only, others on both.
For the implementation of internal threads in the kit can also include several taps with different indicators of the depth of the slot. Some are designed for roughing the inner surface of the pipe, others - for finishing. This equipment is presented in the form of a screw with chip grooves. It is attached to the gate with the help of the tail section.


By means of a tap internal cutting in several approaches is made. Their number depends on the material with which they work. For example, special sets of several taps are used to make threads in titanium alloys.
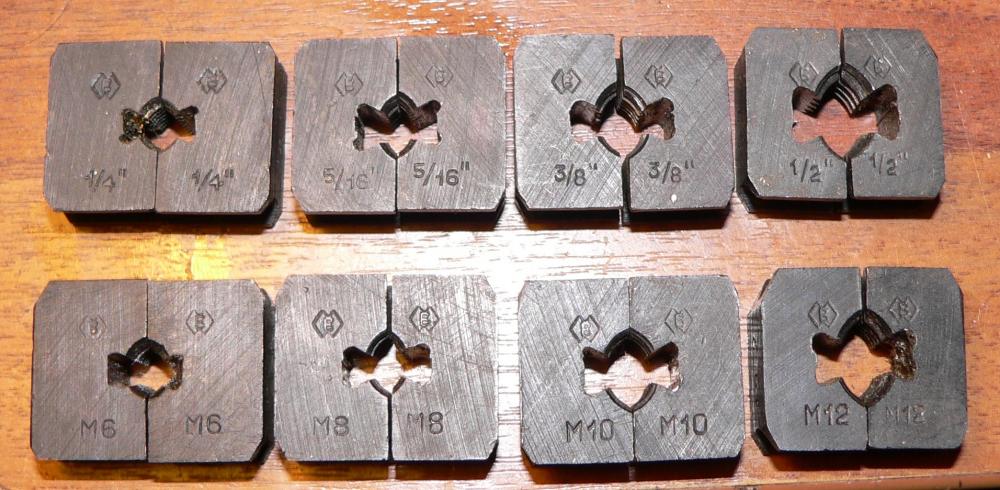
A die, purger, or gauge is used to make threads of various shapes on the pipes. It is a steel nut with a cutting base inside, in which there are special holes - grooves for waste. Dies are tubular, hexagonal, round and square. Modification of their body is solid, split and sliding.

Sliding (prismatic) models are also called semi-plates, they are attached to the screw die with screws and a special gasket - a cracker. This is necessary to evenly distribute the pressure on the screw. Using dies carry out cutting of a cylindrical, conical, round or metric thread. The component parts of the die are special drivers and cartridges with which it is attached to the frame body.
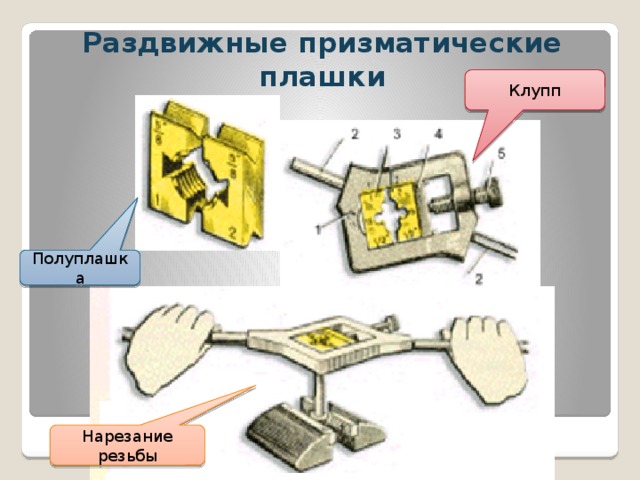
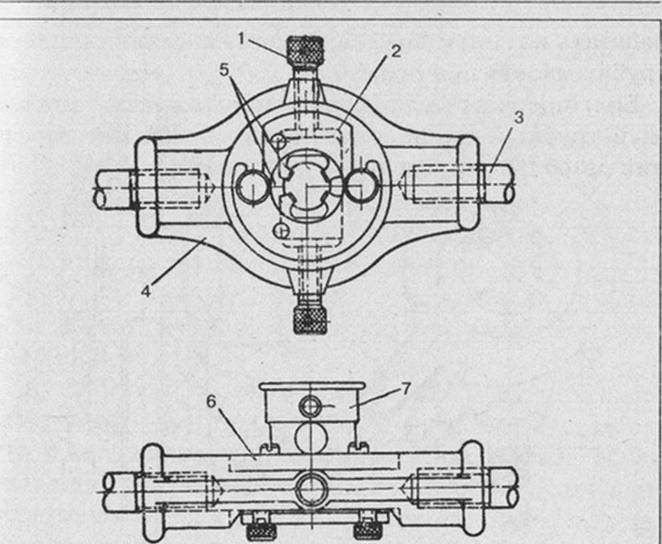
Klupp consists of a frame in which the cutting elements - dies are fixed. Each mandrel is equipped with four steel dies. The screw die is also equipped with a special ratchet handle. Only one die can be inserted into the die holder, and several into the screw die. The cutting mechanism is capable of cutting two types of threads: 0.5 - 1, 1 ½ - 2 inches.


Manual screw die, as a rule, carries out cutting of pipes of small diameter. They are completed with a special pen - holder. They can also be used with a suitable pipe wrench. It is small, simple and easy to use.


Coupler with holder and ratchet is a modification of the design with a gear mechanismdesigned for making threads with a diameter of more than one inch. Ratchet - an indispensable mechanism. With the help of left- and right-hand ratchets, it is convenient to work in hard-to-reach places, for example, near walls. With the help of the ratchet lever, the screw die is quickly removed from the thread by scrolling in the opposite direction, providing a reciprocating method of threading.


In practice, use the usual, oblique and kluppy Mayevsky.
Oblique screw die is called because it regulates the distance between the sliding dies. It tells the diameter of the cut. Designs of this type are the easiest to use.


Mayevsky's heats of a more complex construction, are used for the implementation of pipe threads. They contain three sets of interchangeable dies, specialize in thread diameters up to 2 inches.Designs of this type are used for threading on pipes with a small diameter.

Cutting on large-diameter pipes carried out on an industrial scale. For example, in order to cut a seamless pipe with a diameter of 219 mm, a special auto-machine is required. Casing (columns) cut only on special machines in special conditions, subject to all safety measures.
How to cut?
When all the tools are ready, you can make threading on the pipe, for example, heating systems. It should be noted that it is not necessary to have any special skills to perform this type of work - everything can be done by hand.
First of all, you need to study the process itself, guided by the following rule: threading on the pipes should be carried out in a certain sequence, otherwise the source code and equipment failure should not be avoided.
Pipe before cutting should be inspected for old paint, the presence of corrosion and plaque, and then process, thoroughly cleaning the surface with the help of special tools and tools, for example, a grinding machine. From the end of the pipe, you need to pre-process, removing the chamfer, for a better thread entry. If the cut is done with a pipe cutter, then the cut edges will be smooth, without serifs.If you do this with a hacksaw or an angle grinder, then you need to clean them up to the metal with a file - this will greatly improve the joining. Before and after threading, it is necessary to lubricate the cutters and the surface of the pipe with a special fluid.

Dies of the required caliber are inserted into the frame of the screw die with the help of clamping screws. Then the screw die is put on the prepared surface of the pipe and a pair of starting turns are made in the direction of cutting. The thread is made only after such fastening.
After that, the ratchet switch is adjusted, and the clockwise rotation to the right begins (in the direction of the thread). No special effort is needed. In order for chips to be well removed, it is necessary to work using the following rotation range: two turns forward, half a turn - backwards. To avoid skewing, you must strictly observe the correct position of the plate relative to the pipe.

You can check the quality of the thread with a nut, screwing it onto the pipe.
After completing the work, you should prepare the thread before installation with a sealant, fum-tape or linen thread.
Ways
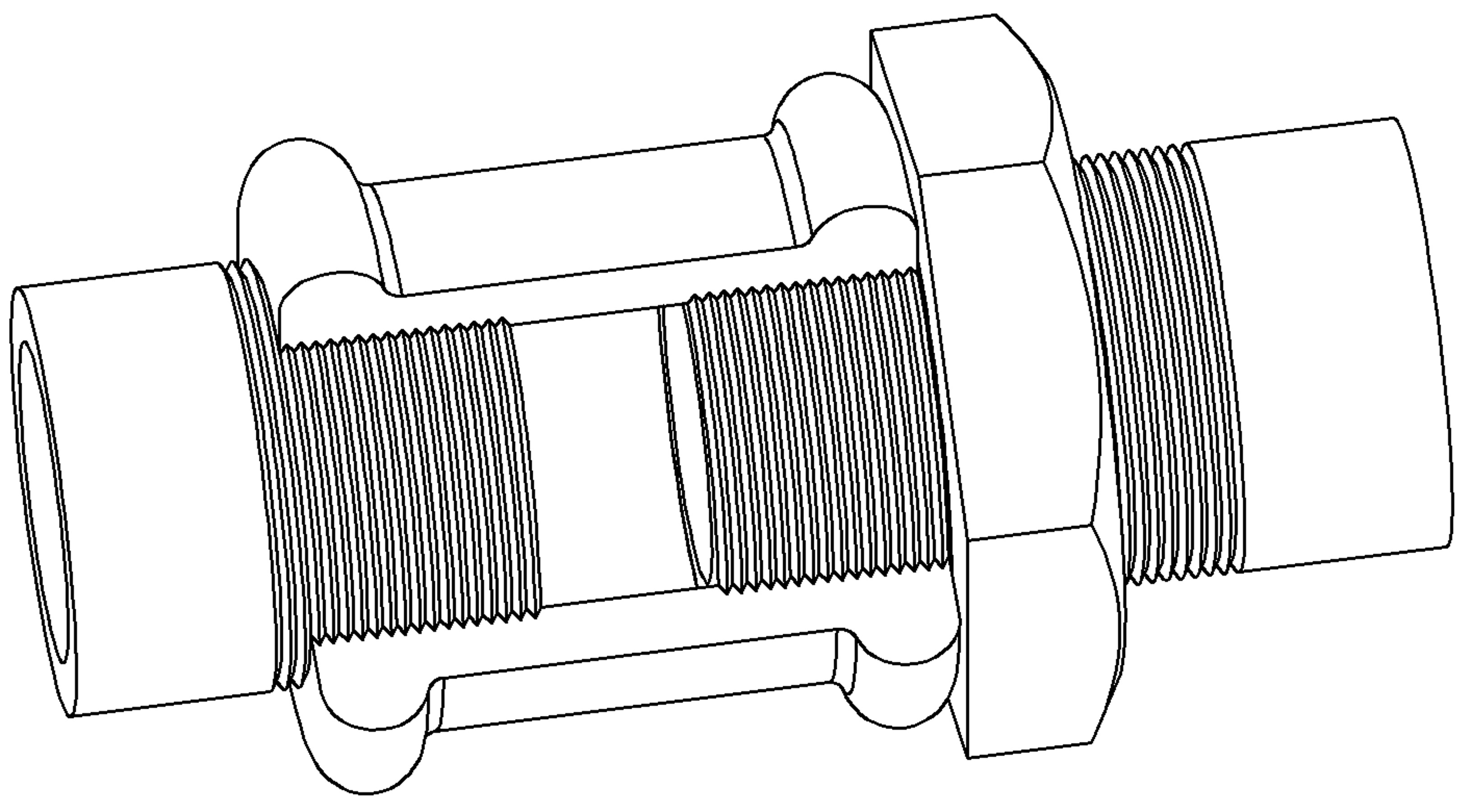
A thread is a type of connection for which the elements and the angle of the profile (cross section of the coil) are taken into account, as well as the diameter along the outer, middle and inner edges.The profile carving is divided into triangular, trapezoidal, rectangular and other types.
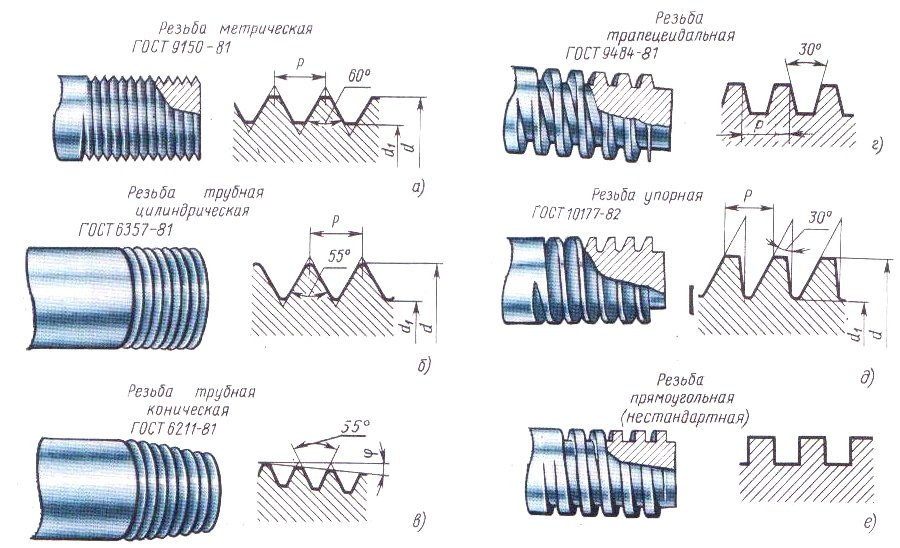
For cutting gas and water pipes used pipe cylindrical thread. The last two turns are not made completely. This is a necessary break for hermetic sealing of pipes. The run is performed by special types of dies. The pipe diameter is measured in millimeters, and the thread - in inches.
Cutting is divided into internal and external, left and right. In the left-side version, the nuts are tightened to the left side, and in the right-side version - to the right side. Types of threads are determined by the methods of operation and are fastening, running and mounting-sealing. The latter option is used for cutting threads on pipes at home.

There is a so-called cutting step - this is the distance between the coils, as well as the size of the thread depth. Their configurations are different, but they all operate according to one rule: the deeper - the stronger.
There are many ways to make threading: with the help of a die, an automatic electro-hole, as well as a thread-cutting machine. The external thread is manually made dies installed in the frame screw die. Use solid and sliding design dies.With the help of split (detachable) designs, the cutting diameter is adjusted.
Sliding dies are placed according to number values, round ones are installed with special screws on the knob. Then the dies are fixed. In the sliding dies between them and the screw is installed gasket - rusk.

Internal threading is done using taps. With the help of their device, they drill holes in a metal pipe, strictly adhering to special calculations. For high-quality cutting it is necessary to make at least three turns.

The inner thread is applied in the same way as the outer one - by reciprocating movements: two steps forward - one backward. The first approach is carried out with a rough tap. He has only one at risk. Then the procedure is repeated with an average tap with two risks. The cutting ends with a fine tool with three risks at the end.

In the implementation of the carving of deep surfaces, the tool must be periodically removed and cleaned. Long holes are used in blind holes with the obligatory use of lubricating emulsion.
Automatic electrical plugs greatly simplify threading on pipes. They consist of modified gearboxes and a set of dies of various sizes. Differ in high efficiency, work from the power supply network. With all the advantages, the tool has its negative features. For example, an electric screw-die with all its power of 1 kW has a very significant return, therefore a clamp is used to fix the electric screw-hole.

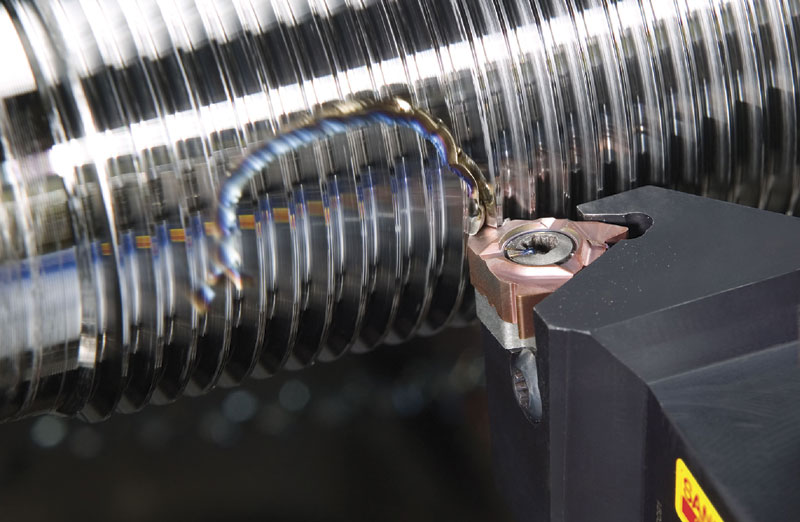
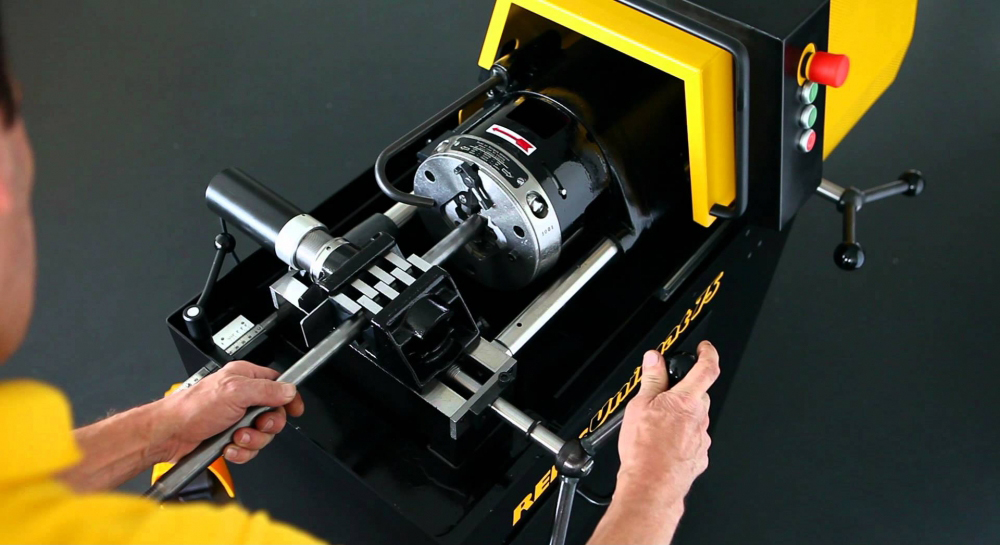
Threading machine, as a rule, is used on an industrial scale and large workshops. The machine has its advantages over manual and electric tools, which include high performance, precision when applying thread, as well as minimal participation of the human factor.

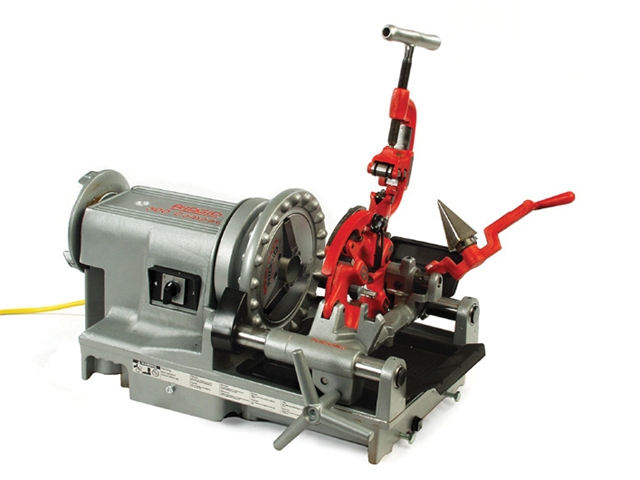
Threading machines for pipes are divided into manual, electrical and automatic options. Manual use at home - it is compact, transportable, weighs no more than 50 kg, but is not suitable for pipes of large diameters. Electric machines are good for small workshops, automatic options due to large size and high performance are widely used on a production scale.
Some types of pipes can be cut only in industrial conditions.For example, a carbon tube with a diameter of 32 mm can be cut only after its surface is treated with a special compound.
After work, the material is rejected. If the product has defects in the thread, then it can not be used, so cutting should be carried out, having elementary skills and knowledge in this matter.
Tips
It will be useful to know some of the subtleties of operation and selection of tools, as well as how to use them.
In this issue will help some tips.
- Before buying a screw die, you need to be convinced of the quality of the materials of its case and its components, for which you should study the abstract and familiarize yourself with the technical conditions of operation of the device. Choose better licensed models from reliable manufacturers.
- A screw die with interchangeable cutters will work longer and better than a conventional die. Cutters are best to choose from alloy steel.

- Before cutting threads on water pipes, ensure the integrity of the system; otherwise, during the work, the pipes may break.
- If rust elements are found in the pipe, it is better to remove them using a pipe cutter.For this fit the electrical model. It can cope with the elements of large diameter. Manual screw die is intended only for thin tubular steel surfaces.
- To cut it easier and better, you need to use a special fluid for the cutters, which will simultaneously cool and lubricate the cutting surface - this will reduce the friction force, which will protect the cutters from heat and deformation. Working surfaces, tools and source codes are usually lubricated with special lubricants: machine oil or grease oil. If they are not at hand, you can use a proven tool - a piece of bacon.


- For manual cutting from the inside it is better to use a pipe cutter and a key. Using a gas wrench, the pipe is fixed and cut. Due to the length of its handles, it is light and easy to use. A vise may not be needed, however, this safety material is sometimes needed as a reliable clamp for pipe construction.
- It is better to make cutting in such a way that the diameter of the outer turns is slightly larger than the diameter of the pipe - this guarantees a good connection.
- For the reliability of the connection in the cut, it is better to make a greater number of turns, for example, five. Finishing the thread, you need to once again walk on the surface for guaranteed quality cutting.

- To install the run correctly, you need to follow the number values on the risks.
- For a good long-term work of the screwdriver, it is necessary to replace the failed components in time. New teeth instead of worn out better to purchase from the same manufacturer.
- It is necessary to combine the structural elements of the tool strictly according to the parameters - non-observance of the dimensions of the plates and the screw die will lead to breakage of the incisors.


See how to cut the thread on the pipe, you can in this video.



















